![[TIG] - Choix des électrodes de tungstène](/img/deotemplate/blog/1/blog/339/339.jpg)
![[TIG] - Comparatif d'affûteuses d'électrodes de tungstène](/img/deotemplate/blog/1/blog/341/341.webp)
![[TIG] - Affûtage des électrodes de tungstène](/img/deotemplate/blog/1/blog/340/340.webp)

[TIG] - Choix des électrodes de tungstène
Voici un guide qui vous permettra de choisir le type d'électrode TIG le plus adapté à vos besoins
![[TIG] - Choix des électrodes de tungstène](/img/deotemplate/blog/1/blog/339/339_large.jpg "[TIG] - Choix des électrodes de tungstène")
Le choix des électrodes de tungstènes pour le TIG chez les soudeurs donne souvent lieu à des débats passionnés, chacun ayant ses préférences personnelles, résultantes d'un dogmatisme ou d'une expérience de terrain. Nous allons donc tenter de défricher ce sujet, en s'appuyant sur différents tests effectués sur le web et sur la documentation des fabricants. Nous n'avons pour autant nullement la prétention de représenter la vérité absolue, chaque sélection est dictée par des compromis comme nous le verrons plus loin.
Pour ceux qui ne souhaiteraient pas entrer inutilement dans le côté technique vous trouverez ci-dessous un arbre de décision simplifié qui vous permettra de faire un choix raisonné en fonction du métal que vous allez souder:
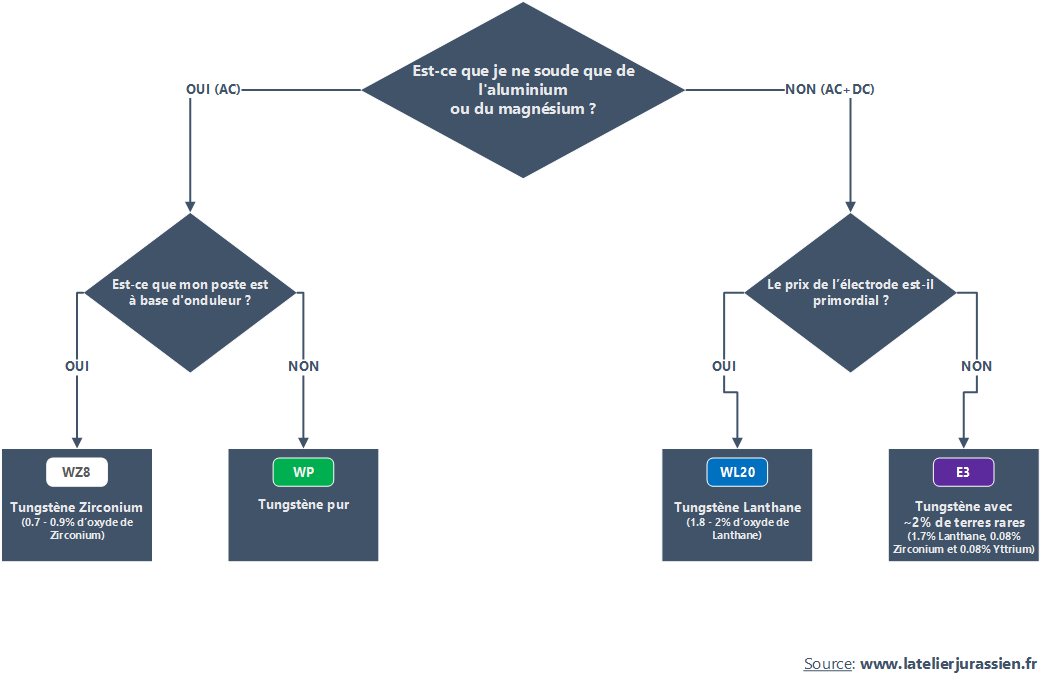
Comme l'indique ce diagramme, le type de courant utilisé pour vos travaux de soudage (AC pour l'alternatif et DC pour le continu) va orienter votre sélection dès le départ:
-Soudage AC uniquement:
-L'électrode en tungstène pur (dénomination WP) ne présente aucun intérêt pour un poste récent dont l'électronique de puissance est basée sur un onduleur et non sur un transformateur. Elle est donc réservée immanquablement aux anciens modèles et déconseillée d'utilisation sur les nouveaux postes, son manque de stabilité à haute fréquence et à fort ampérage pouvant entrainer une contamination du bain de fusion.
Avantages |
Inconvénients |
| - Faible coût | - Densité de courant limitée |
| - Bonne stabilité d'arc en AC à faible et moyen ampérage | - Ne convient pas au soudage en courant continu |
-L'électrode enrichie au Zirconium (identifiant WZ8) est idéale pour une utilisation en courant alternatif (source d'alimentation basée sur un onduleur ou un transformateur) avec les alliages d'aluminium et les alliages de magnésium. Ses points forts sont une bonne tenue de la boule à l'extrémité, le support d'un ampérage plus élevé que le tungstène pur tout en faisant moins de projections. D'autre part elle dispose également de meilleurs amorçages et d'une stabilité d'arc supérieure. Bien que sa capacité d'acheminement de courant égale, voire dépasse, celle du tungstène thorié, l'électrode zirconiée n'est pas recommandée pour les applications de soudage en courant continu.
Avantages |
Inconvénients |
| - Bonne stabilité de l'arc | - Ne convient pas aux applications à faible courant |
| - Excellente résistance à la contamination | - Ne convient pas au soudage en courant continu |
| - Supporte un ampérage élevé |
-Soudage AC + DC:
Concernant les électrodes polyvalentes dans ces 2 domaines de tension, il y en a pléthore mais seules 2 références sortent vraiment du lot. Il est à noter qu'elles sont non radioactives et donc des remplaçantes idéales à celles contenant du Thorium. Nous aborderons succinctement les autres en fin d'article afin de ne pas les occulter complètement.
-Commençons tout d'abord par la WL20 enrichie à hauteur de 1.8-2% en Lanthane (contrairement à la WL15 qui oscille entre 1.3-1.7%): elle est réputée pour son amorçage d'arc supérieur avec des ampérages minimaux, sa bonne stabilité d'arc, son faible taux d'usure et ses capacités de rallumage fiables. Dans l'industrie, le tungstène lanthané est reconnu comme un substitut polyvalent aux électrodes thoriées et cériées, car il réunit les meilleures qualités de ces deux types d'électrodes. Elle supporte de plus une gamme d'ampérage moyen à élevé et offre dès lors un large éventail d'applications.
Avantages |
Inconvénients |
| - Bonne stabilité de l'arc électrique | - Coût de revient plus élevé |
| - Bonne résistance à la contamination | |
| - Durée de vie plus longue de l'électrode | |
| - Utilisable en courant continu et en courant alternatif |
-Vient ensuite la nouvelle génération d'électrodes que l'on appelle tri-mix, et qui comporte un mélange de trois oxydes de terres rares (famille que l'on retrouve sous la classification EWG). Ce dernier optimise les taux de migration et d'évaporation, prolongeant ainsi la durée de vie du tungstène. Cette variante offre une stabilité et une uniformité inégalées par de nombreux autres types de tungstène.
Elle obtient de très bons démarrages à faible ampérage et comme ses propriétés d'allumage sont excellentes, elle est donc aussi souvent utilisée pour des processus automatisés.
Pendant le processus de soudage, la température de l'électrode reste constamment basse (inférieure à celle d'un alliage thorié à 2%) ce qui permet d'améliorer la capacité de transport du courant. Par conséquent sa durée de vie sera plus longue que celle des électrodes thoriées.
On la trouve sous la référence E3 chez Abicor Binzel et sous la dénomination LaYZr chez CK (la couleur s'appelle "chartreuse" chez eux).
Avantages |
Inconvénients |
| - Bon démarrage à faible ampérage | - Coût de revient parmi les plus élevés |
| - Très bonnes propriétés d'allumage | |
| - Bonne résistance à la contamination | |
| - Durée de vie plus longue de l'électrode | |
| - Utilisable en courant continu et en courant alternatif |
Vous trouverez ci-dessous un récapitulatif des notes attribuées par différents intervenants (site web, revendeur ou fabricant):
| Type d'électrode | Stabilité de l'arc | Amorçage de l'arc | Durée de vie | Résistance thermique | Sources |
| Tungstène pur WP | ++ | +++ | ++ | + | Soudeurs.com |
| - | - | + | EWS | ||
| - | - | + | Abicor Binzel | ||
| Zirconium WZ8 | ++ | ++ | ++ | EWS | |
| ++ | + | ++ | Abicor Binzel | ||
| Lanthane WL20 | ++ | +++ | +++ | +++ | Soudeurs.com |
| ++ | +++ | +++ | Toparc | ||
| ++ | +++ | +++ | EWS | ||
| ++ | +++ | +++ | Abicor Binzel | ||
| Tri-Mix E3/LaYZr | +++ | ++++ | +++ | Toparc | |
| ++ | ++++ | ++++ | EWS | ||
| ++ | ++++ | ++++ | Abicor Binzel |
Il est à noter que la note maximale chez Soudeurs.com était de +++ et qu'ils ont également fait un comparatif avec les électrodes à base de terres rares mais sans préciser lesquelles étaient concernées, je ne l'ai donc pas inclus pour les E3/LaYZr.
Abicor Binzel conseille également d'affûter ce modèle à 60° pour qu'elles se dégradent moins rapidement en AC surtout à fort ampérage.
- Les autres déclinaisons disponibles sur le marché:
- Tungstène Thorium (WT20): Malgré des propriétés intéressantes, le fait qu'elle soit légèrement radioactive entraîne son abandon progressif, surtout que les remplaçants parviennent dorénavant à faire mieux.
- Tungstène Lanthane (WL15 qui oscille entre 1.3-1.7%): C'est une déclinaison qui ne présente pour ainsi dire absolument aucun intérêt dans le sens où la WL20 fait mieux qu'elle dans tous les domaines.
-Tungstène Cérium (WC20): Ils donnent les meilleurs résultats en soudage à courant continu à faible intensité. Elle présente un excellent amorçage de l'arc à faible intensité, ce qui la rend essentielle pour la fabrication orbitale de tubes et de tuyaux, la tôlerie et les applications avec de petites pièces. Les électrodes cériées offrent une polyvalence similaire à celle des électrodes thoriées et les remplacent souvent dans les applications à faible ampérage. C'est surtout cette limitation à un faible ampérage qui la rend moins polyvalente que les WL20 ou les E3/LaYZr .
-Tungstène GEN3 (cuivre nacré) à 3% de terres rares: Un nouvel arrivant dans la famille EWG qui a 1% de terres rares en plus comparé aux E3/LaYZr. Elles sont vendues par EWS et apporteraient à priori une stabilité d'arc et une durée de vie un cran au-dessus des E3/LaYZr .
-Tungstène Lymox (1% Lanthane + 1% Cérium) & LymoxLux (1% Lanthane + 4% Cérium): Fabriquées par Litty, elles ont une distribution assez confidentielle et il est difficile d'obtenir plus d'informations sur leurs performances. Il nous est promis un excellent amorçage et un (très) faible taux d’usure. Reste que vu qu'elles sont à base de Cérium, on pourrait logiquement en déduire que leur point fort ne serait sans doute pas les forts ampérages.
Si vous êtes intéressés par quelques comparatifs en vidéo, voici une petite sélection (en anglais):
-Comparatif Thorium/E3 par Abicor
-WeldingTipandTricks: comparatif 1 & 2
Sources utilisées pour cet article:
commentaires
Aucun commentaire pour le moment !
Laissez votre commentaire