![[TIG] - Choosing tungsten electrodes](/img/deotemplate/blog/1/blog/339/339.jpg)
![[TIG] - Comparison of tungsten electrode sharpeners](/img/deotemplate/blog/1/blog/341/341.webp)
![[TIG] - Comparatif d'affûteuses d'électrodes en tungstène](/img/deotemplate/blog/1/blog/340/340.webp)

[TIG] - Comparatif d'affûteuses d'électrodes en tungstène
A comprehensive article on tungsten electrode sharpening and its impact on arc stability and weld quality.
![[TIG] - Comparatif d'affûteuses d'électrodes en tungstène](/img/deotemplate/blog/1/blog/340/340_large.webp "[TIG] - Comparatif d'affûteuses d'électrodes en tungstène")
The shape of the electrode is a very important aspect to consider, as it greatly affects the welding plasma created during the arc, and therefore has a significant impact on the welding of various metals. A poor electrode shape will result in plasma arcs that are not reproducible, while a good electrode shape will allow the plasma arc to discharge smoothly from the tungsten tip.
- Electrode shape:
The direction in which the electrode is sharpened is very important. When sharpening, make sure that the sharpening marks are parallel to the electrode shaft, as this will enable the plasma to discharge evenly.
Conversely, sharpening the electrode so that rings or circular marks appear will result in a poor plasma arc, affecting weld quality. The plasma will discharge from the electrode ridges in an irregular manner and may become unstable, oscillating over time, making the weld point difficult to reproduce.
| Circular grinding | Longitudinal grinding |
 |
 |
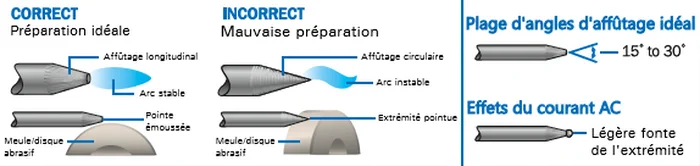 |
As a general rule, the electrode should be ground so that the tip is approximately 2.5 times the diameter. The resulting electrode shape is a good overall shape that facilitates arc ignition and produces excellent weld points.

- Effects of electrode shaping:
There are two main electrode shape configurations to consider when preparing a new project.
The first is the pointed electrode, which is best suited to most applications and metals. It's also the easiest to light, and generally produces a good weld. A pointed electrode is particularly important for small parts where precise control is essential.
The second form of electrode is a flat tip, which distributes the energy more evenly and is better suited to difficult metals (such as aluminum, silver and similar metals). The combination of a pointed electrode and a small flat spot therefore improves arc properties, while enabling smaller workpieces to be welded.
As a general rule, a sharp tip focuses the weld, while a blunt or truncated tip defocuses it. The shape of the tip therefore modifies the focus of the energy and the penetration of the weld.
 |
 |
The welding point on the left was formed with a blunt electrode, while the point on the right was formed with a pointed electrode.
Plasma created during welding and evolution of the molten pool as a function of angle:

As the illustration above shows, the shape of the electrode has a considerable influence on the shape of the weld spot and its penetration. Looking at the picture, one might assume that the 180-degree shape is the best electrode configuration for obtaining an optimum weld spot.
However, the 15-degree electrode shape has the advantage of facilitating arc ignition at lower energy levels. In certain situations, however, it is advantageous to place a small flat at the end of the sharper tip, because as we have already seen, this has a stabilizing effect on the arc and also allows deeper penetration of the weld.
Don't forget that the size of the flat is linked to the energy setting. Use smaller flats for lower energy and larger ones for higher energy.
On the other hand, for the lowest energy settings, an extremely sharp electrode will remain essential.
The tests carried out here by Jody from WeldingTipsandTricks corroborate all this.
On these pictures, you can clearly see the evolution of the plasma and HAZ (Heat Affected Zone) as a function of the sharpening angle:
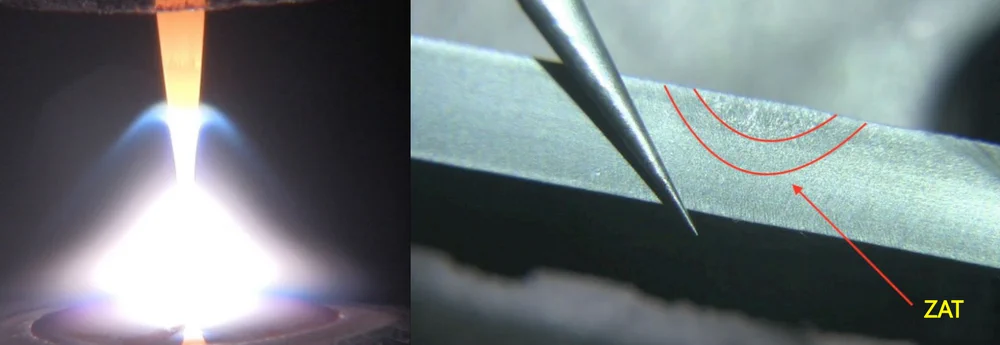 |
| Grinding at 15° |
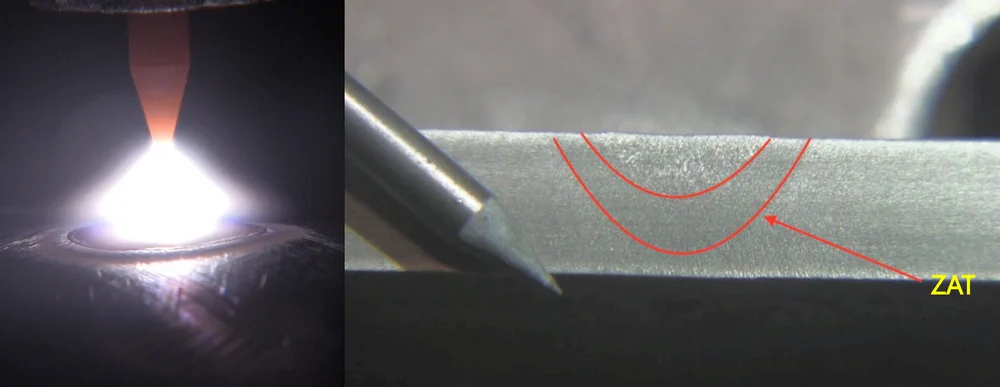 |
| Grinding at 30° |
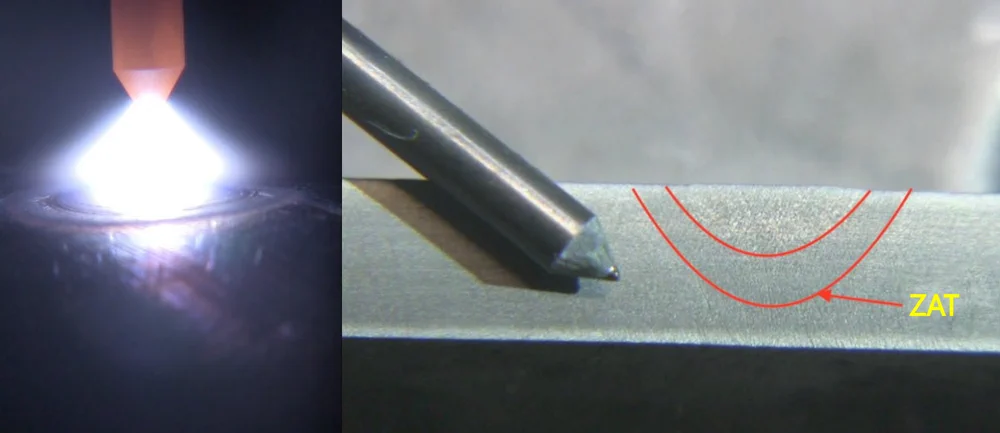 |
| Grinding at 60° |
Summary of advantages and disadvantages for each case:
Sharper electrode (narrow angle) |
Duller electrode (wider angle) |
| Wider weld bead | Narrower weld bead |
| Easier arc starting | More difficult arc starting |
| Supports less amperage | Supports more amperage |
| Improved arc stability | Increased risk of arc drift |
| Less weld penetration | Better weld penetration |
| Shorter electrode life | Longer electrode life |
| Ideal for very small parts | Not recommended for very thin parts |
| Some metals weld better with a pointed electrode (e.g. stainless steel). | For other metals (e.g. silver, aluminum), a wide, flat or completely blunt electrode tip is preferable. |
| Increased risk of weld contamination from tungsten spatter | Reduced risk of weld contamination |
Generally speaking, electrode manufacturers recommend sharpening at 30° or 60° for general use (Abicor Binzel recommends an angle of 60° for AC E3s, see article on choosing tungsten electrodes).
As for sharpening devices, they are the subject of another article available here.
Sources: Arc-Zone, Miller, OrionWelders, Welding Tips and Tricks
Comments
No comment at this time!
Leave your comment